











")

-

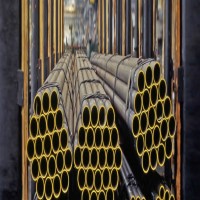
فروش لوله آتشخوار ST35.8 | مشخصات، کاربرد و قیمت روز
## لولههای بدون درز ASTM A192 / ST35.8 (آتشخوار): انتخاب برتر برای بویلرها و کاربردهای فشار بالا لولههای فولادی بدون درز (مانیسمان) آتشخوار، مطابق با استانداردهای معتبر بینالمللی **ASTM A192** و **DIN 17175 گرید ST35.8** (و معادل اروپایی آن **EN 10216-2 P235GH**)، به عنوان راهحلی تخصصی و قابل اعتماد برای کاربردهای حیاتی در معرض دما و فشار بالا طراحی و تولید شدهاند. این لولهها که با فرآیند دقیق **کشش سرد (Cold Drawn)** ساخته میشوند، به دلیل ترکیب شیمیایی بهینه فولاد کم کربن و ساختار بدون درز، مقاومت فوقالعادهای در برابر شرایط سخت عملیاتی در **بویلرها، دیگهای بخار فشار بالا، مبدلهای حرارتی، سوپرهیترها و سیستمهای انتقال سیالات داغ** از خود نشان میدهند. شرکت **جهان تجهیز ابدال** مفتخر است این لولههای با کیفیت بالا را با تضمین اصالت و ارائه مشخصات فنی کامل به صنایع کشور عرضه نماید. ## ویژگیها با جزئیات کامل: ### انطباق با استانداردهای کلیدی صنعتی: **ASTM A192 / A192M:** این استاندارد انجمن مواد و آزمون آمریکا (ASTM) به طور مشخص "لولههای بویلر فولاد کربنی بدون درز برای سرویس فشار بالا" را پوشش میدهد. الزام به فرآیند **کشش سرد** و تستهای دقیق (مانند تست هیدرواستاتیک، پهنشدگی، گشادگی، سختی) از ویژگیهای این استاندارد است که قابلیت اطمینان در فشارهای کاری بالا را تضمین میکند. **DIN 17175 Grade ST35.8:** این استاندارد موسسه استاندارد آلمان (DIN)، مشخصات "لولههای فولادی بدون درز مقاوم در برابر دماهای بالا" را تعریف میکند. گرید ST35.8 به طور خاص برای ساخت بویلرها، خطوط لوله، مخازن تحت فشار و دستگاههایی طراحی شده که در دماهای بالا (تا حدود 450 درجه سانتیگراد بسته به فشار و کد طراحی) کار میکنند. **نکته مهم:** استاندارد DIN 17175 منسوخ شده و استاندارد اروپایی **EN 10216-2 Grade P235GH** جایگزین آن شده است که مشخصات مشابهی دارد. اشاره به ST35.8 به دلیل شناخت گسترده در بازار و تطابق فنی نزدیک با A192 و P235GH است. لولههای ارائه شده توسط جهان تجهیز ابدال اغلب الزامات هر دو استاندارد اصلی (A192 و ST35.8/P235GH) را برآورده میکنند. ### فرآیند ساخت پیشرفته: بدون درز (Seamless) و کشش سرد (Cold Drawn): **تولید بدون درز:** این لولهها از شمشهای فولادی توپر (Billet) با کیفیت بالا و از طریق فرآیند سوراخکاری چرخشی (Rotary Piercing) و نورد گرم اولیه تولید میشوند. عدم وجود هرگونه درز جوش، یکپارچگی ساختاری کامل، توزیع تنش یکنواخت و حداکثر مقاومت در برابر فشارهای داخلی و خارجی را تضمین میکند. این امر ریسک نشت یا شکست در نقاط جوش (که در لولههای درزدار وجود دارد) را کاملاً از بین میبرد. **فرآیند کشش سرد:** پس از شکلدهی اولیه، لولهها در دمای محیط از میان یک یا چند قالب دقیق (Die) و با استفاده از یک سنبه داخلی (Mandrel) کشیده میشوند. این فرآیند منجر به: **کاهش دقیق قطر و ضخامت دیواره:** دستیابی به تلرانسهای ابعادی بسیار بسته. **سطح فوقالعاده صاف:** هم سطح داخلی و هم سطح خارجی لوله بسیار صاف و صیقلی میشود که برای انتقال حرارت بهینه و کاهش رسوبگذاری حیاتی است. **بهبود خواص مکانیکی:** افزایش استحکام کششی و سختی به دلیل پدیده کارسختی (Strain Hardening). **عملیات حرارتی نهایی:** طبق استاندارد ASTM A192، لولهها پس از آخرین مرحله کشش سرد، تحت عملیات حرارتی آنیلینگ (Annealing) یا نرماله کردن (Normalizing) قرار میگیرند تا تنشهای داخلی آزاد شده، انعطافپذیری لازم بازیابی شود و ساختار دانهبندی یکنواختی حاصل گردد. ### مقاومت عالی در برابر دما و فشار بالا (ویژگی آتشخوار): **طراحی برای فشار بالا:** استاندارد A192 به صراحت برای "سرویس فشار بالا" تدوین شده است. ساختار بدون درز و خواص مکانیکی تضمینشده (به ویژه استحکام تسلیم)، این لولهها را قادر میسازد تا فشارهای عملیاتی بسیار بالا در دیگهای بخار مدرن را با ضریب اطمینان بالا تحمل کنند. **عملکرد در دمای بالا:** گرید ST35.8 (و معادلهای آن) برای کارکرد مداوم در دماهای بالا طراحی شدهاند. فولاد کربنی این گریدها تا دماهای حدود 450 درجه سانتیگراد (842 درجه فارنهایت) استحکام کافی خود را حفظ میکند (توجه: حداکثر دمای مجاز کاری به فشار عملیاتی و کد طراحی مورد استفاده بستگی دارد). اصطلاح "آتشخوار" در بازار ایران به همین توانایی تحمل حرارت بالا در بخشهایی از بویلر که در معرض گازهای داغ احتراق قرار دارند، اشاره دارد. **مقاومت به خوردگی:** در حالی که فولاد کربنی مقاومت ذاتی محدودی در برابر خوردگی دارد، این لولهها در محیط کنترلشده آب بویلر (با تصفیه و افزودنیهای مناسب) و در برابر گازهای احتراق خشک، عملکرد رضایتبخشی دارند. سطح صاف نیز به کاهش خوردگی زیر رسوبی کمک میکند. ### جدول ترکیب شیمیایی لولههای فولادی بدون درز (درصد وزنی %) | عنصر | استاندارد ASTM A192 / A192M | استاندارد DIN 17175 ST35.8 | استاندارد EN 10216-2 P235GH (جایگزین DIN 17175) | | :---------- | :-------------------------- | :------------------------- | :--------------------------------------------- | | **کربن (C)** | 0.06 – 0.18 | ≤ 0.17 | ≤ 0.16 | | **منگنز (Mn)**| 0.27 – 0.63 | 0.40 – 0.80 | 0.40 – 1.20 | | **فسفر (P)** | ≤ 0.035 | ≤ 0.040 | ≤ 0.025 | | **گوگرد (S)** | ≤ 0.035 | ≤ 0.040 | ≤ 0.015 | | **سیلیسیم (Si)**| ≤ 0.25 | 0.10 – 0.35 | 0.10 – 0.35 | ### نکات کلیدی و اهمیت: * **شباهت کلی:** همانطور که مشاهده میشود، ترکیب شیمیایی این استانداردها بسیار نزدیک به هم است و همگی در دسته فولادهای کم کربن قرار میگیرند. * **تفاوتهای جزئی:** تفاوتهای اندکی در محدودههای مجاز عناصر، به ویژه در استانداردهای جدیدتر مانند EN 10216-2 (که محدودیتهای سختگیرانهتری برای فسفر و گوگرد دارد)، وجود دارد. * **نتیجه:** این ترکیبات شیمیایی بهینهسازی شده، ویژگیهای زیر را برای لولهها فراهم میکنند: * **قابلیت جوشکاری عالی:** به دلیل درصد پایین کربن. * **استحکام مناسب در دماهای بالا:** کافی برای کاربردهای بویلر و فشار بالا. * **هدایت حرارتی خوب:** مهم برای کارایی در انتقال حرارت. * **هزینه تولید معقول:** نسبت به فولادهای آلیاژی. * **نقش P و S:** محدودیت شدید روی عناصر فسفر (P) و گوگرد (S) برای بهبود چقرمگی (مقاومت به ضربه) و کاهش ریسک ترکخوردگی (به خصوص حین جوشکاری یا در سرویس) ضروری است. ### کیفیت سطح و ابعاد دقیق: **سطح صاف:** سطح داخلی و خارجی بسیار صاف حاصل از کشش سرد، مقاومت جریان سیال را کاهش داده، انتقال حرارت را به حداکثر رسانده و تشکیل رسوبات (Fouling) را به حداقل میرساند. **ابعاد دقیق:** تلرانسهای ابعادی بسیار دقیق مطابق با استانداردهای مربوطه (مانند ASTM A450/A450M که الزامات عمومی A192 را پوشش میدهد) تضمین میشود که مونتاژ دقیق و آببندی مطمئن در صفحات لوله (Tube Sheets) را تسهیل میکند. **طول بلند:** ارائه لولهها در طولهای بلند (12 متر یا 12.10 متر طبق موجودی) باعث کاهش تعداد جوشهای محیطی در ساخت تجهیزات بزرگ و در نتیجه کاهش هزینهها و نقاط ضعف احتمالی میشود. ### قابلیت جوشکاری و ماشینکاری عالی: میزان پایین کربن و عناصر آلیاژی، جوشکاری این لولهها را با استفاده از روشهای استاندارد (مانند SMAW, GTAW, GMAW) بدون نیاز به پیشگرمایش یا پسگرمایش پیچیده (در ضخامتهای معمول) امکانپذیر میسازد. این لولهها به راحتی قابلیت ماشینکاری، خمکاری و شکلدهی سرد و گرم را دارند. ### مزایا: * **ایمنی و قابلیت اطمینان بینظیر:** ساختار بدون درز همراه با الزامات سختگیرانه استاندارد A192 برای فشار بالا، حداکثر ایمنی را در کاربردهای حیاتی مانند بویلرهای نیروگاهی و صنعتی فراهم میکند و ریسک شکست فاجعهبار را به حداقل میرساند. * **حداکثر راندمان انتقال حرارت:** سطح داخلی صاف، مقاومت لایه مرزی حرارتی را کاهش داده و هدایت حرارتی خوب فولاد کربنی، تبادل گرما بین سیال داخل لوله و محیط اطراف (گازهای داغ یا سیال پوسته) را بهینه میکند. * **کاهش هزینههای عملیاتی و نگهداری:** مقاومت بالا در برابر رسوبگذاری به دلیل سطح صاف، فواصل زمانی بین تمیزکاریهای بویلر یا مبدل را افزایش داده و افت راندمان حرارتی را کند میکند. طول عمر بالا و قابلیت اطمینان ذاتی این لولهها، هزینههای تعمیرات و تعویض را کاهش میدهد. * **طول عمر بالا در شرایط کاری سخت:** مقاومت در برابر فشار و دمای بالا، همراه با طراحی مناسب و کنترل شیمی آب، منجر به عمر طولانی و پایدار تجهیزات میشود. * **سهولت ساخت و مونتاژ:** قابلیت جوشکاری عالی، ماشینکاری آسان و ابعاد دقیق، فرآیندهای ساخت و مونتاژ بویلرها و مبدلهای حرارتی را سادهتر و سریعتر میکند. * **انطباق با مقررات و استانداردها:** استفاده از لولههای مطابق با استانداردهای شناختهشده بینالمللی، پذیرش و تایید توسط بازرسان و نهادهای نظارتی را تضمین میکند. * **راه حل اقتصادی برای فشار بالا:** در مقایسه با لولههای آلیاژی گرانتر، لولههای A192 / ST35.8 تعادل بسیار خوبی بین عملکرد در دما و فشار بالا و هزینه ارائه میدهند و برای بسیاری از کاربردهای صنعتی، اقتصادیترین انتخاب هستند. ### مشخصات فنی: | مشخصه | مقدار | | :------------------------ | :----------------------------------------------------------------------------------------------------------------------------------------------------------------- | | **استانداردهای اصلی** | ASTM A192 / A192M, DIN 17175 Grade ST35.8 | | **استاندارد معادل/جایگزین** | EN 10216-2 Grade P235GH | | **الزامات عمومی** | ASTM A450 / A450M (برای A192) | | **نوع محصول** | لوله فولادی کربنی بدون درز (Seamless Carbon Steel Tube) | | **فرآیند ساخت** | بدون درز (Seamless) - کشش سرد (Cold Drawn) | | **عملیات حرارتی** | آنیل شده یا نرماله شده پس از کشش سرد (طبق استاندارد A192) | | **ترکیب شیمیایی (%)** | **A192:** C:0.06-0.18, Mn:0.27-0.63, P≤0.035, S≤0.035, Si≤0.25
آهن آلات و صنایع فلزی تهران
**ST35.8:** C≤0.17, Si:0.1-0.35, Mn:0.4-0.8, P≤0.04, S≤0.04 | | **خواص مکانیکی (حداقل)** | **A192:** استحکام کششی: 325 MPa (47 ksi), استحکام تسلیم: 180 MPa (26 ksi), ازدیاد طول: 35%
**ST35.8:** استحکام کششی: 360-480 MPa, استحکام تسلیم: 235 MPa, ازدیاد طول: 25% | | **سختی (حداکثر)** | **A192:** 77 HRB (سختی راکول B) یا 137 HB (سختی برینل) | | **سایزهای موجود (OD x WT)** | 50.8mm x 3.334mm (~10 BWG), 63.5mm x 3.244mm (~11 BWG), 19.05mm x 2.108mm (~14 BWG) | | **طول شاخه** | 12 متر (یا 12.10 متر طبق موجودی) | | **کیفیت سطح** | صاف و صیقلی، عاری از پوسته اکسیدی قابل توجه | | **تستهای الزامی (نمونه)** | هیدرواستاتیک، پهنشدگی (Flattening), گشادگی (Flaring), سختی، بررسی ابعادی، بازرسی چشمی. تستهای غیرمخرب (NDT) مانند اولتراسونیک یا ادی کارنت طبق توافق. | | **کاربرد اصلی** | بویلرها و دیگهای بخار فشار بالا، سوپرهیترها، اکونومایزرها، مبدلهای حرارتی تحت فشار، خطوط انتقال بخار و سیالات داغ | ### مزایای جدید و رقابتی لوله ASTM A192 / ST35.8: * **برتری مطلق نسبت به لولههای جوشی برای فشار بالا:** در کاربردهای بویلر فشار بالا، یکپارچگی ساختاری لوله حیاتی است. لولههای بدون درز A192/ST35.8 به دلیل حذف کامل درز جوش (که نقطه ضعف ذاتی در برابر فشار، خستگی و خوردگی است)، سطح ایمنی و قابلیت اطمینانی را ارائه میدهند که لولههای جوشی نمیتوانند با آن رقابت کنند. * **تخصصیافته برای فشار بالا در مقایسه با گریدهای عمومی:** در حالی که لولههایی مانند ASTM A179 برای مبدلهای حرارتی عالی هستند، ASTM A192 به طور خاص برای الزامات سختگیرانهتر **فشار بالا** در بویلرها طراحی شده است. این شامل کنترلهای کیفی دقیقتر و تضمین خواص مکانیکی تحت فشار است. * **جایگزین اقتصادی برای فولادهای آلیاژی:** برای دماهای کاری تا حدود 450 درجه سانتیگراد، این لولهها عملکرد قابل قبولی را با هزینه بسیار کمتر نسبت به فولادهای آلیاژی کروم-مولیبدن (مانند A213 T11, T22) ارائه میدهند. این امر آنها را به انتخابی هوشمندانه برای بسیاری از بویلرهای صنعتی و نیروگاهی تبدیل میکند. * **عملکرد اثباتشده و استاندارد جهانی:** این گریدها دهههاست که به طور گسترده در سراسر جهان در ساخت بویلرها استفاده میشوند و عملکرد و دوام آنها در عمل به اثبات رسیده است. استفاده از یک استاندارد شناختهشده، طراحی، تامین و نگهداری را تسهیل میکند. * **تامین مطمئن با تضمین کیفیت از جهان تجهیز ابدال:** ما با واردات مستقیم از تولیدکنندگان معتبر و ارائه **برگه آنالیز آزمایشگاهی** معتبر برای هر محموله، اصالت و انطباق کامل محصول با استانداردهای ذکر شده را تضمین میکنیم. این شفافیت، اطمینان خاطر کامل را برای مهندسان و کاربران نهایی فراهم میکند. ### مزایای عملکردی: * **تحمل فشار استثنایی:** ساختار مولکولی یکنواخت و ضخامت دیواره دقیق حاصل از فرآیند بدون درز و کشش سرد، همراه با استحکام تسلیم تضمینشده، به این لولهها اجازه میدهد تا فشارهای داخلی بسیار بالا را به طور ایمن مهار کنند. * **عملکرد پایدار در دمای بالا:** این لولهها برای حفظ استحکام مکانیکی کافی در محدوده دمایی عملیاتی بویلرهای بخار طراحی شدهاند و از تغییر شکل یا خزش (Creep) زودهنگام جلوگیری میکنند (در محدوده طراحی). * **حداقل افت فشار و حداکثر انتقال حرارت:** سطح داخلی صاف، اصطکاک سیال را به حداقل رسانده و باعث کاهش افت فشار در طول لوله میشود. همچنین، این سطح صاف به همراه هدایت حرارتی خوب، انتقال حرارت از گازهای داغ به آب/بخار را بهینه میکند. * **مقاومت در برابر چرخههای حرارتی:** قابلیت تحمل انبساط و انقباض ناشی از روشن و خاموش شدنهای مکرر بویلر (Thermal Cycling) به دلیل ساختار یکنواخت و انعطافپذیری مناسب پس از عملیات حرارتی، از ویژگیهای مهم این لولههاست. * **قابلیت اطمینان بلندمدت:** ترکیب این مزایا منجر به عملکرد قابل اعتماد و طولانیمدت بویلرها و مبدلهای حرارتی میشود که مستقیماً بر بهرهوری و سودآوری واحدهای صنعتی تأثیر میگذارد. لولههای فولادی بدون درز آتشخوار **ASTM A192 / DIN 17175 ST35.8**، به دلیل مقاومت عالی در برابر فشار و دمای بالا، ساختار بدون درز قابل اعتماد، سطح صاف برای انتقال حرارت بهینه و قابلیت جوشکاری عالی، بهترین انتخاب برای ساخت و تعمیر بویلرها، دیگهای بخار فشار بالا و سایر تجهیزات حرارتی حیاتی هستند. این لولهها ترکیبی ایدهآل از ایمنی، عملکرد و صرفه اقتصادی را ارائه میدهند. **شرکت جهان تجهیز ابدال**، به عنوان واردکننده مستقیم و تامینکننده تخصصی این لولهها، مفتخر است سایزهای پرکاربرد **(OD 50.8 x 3.334 mm, OD 63.5 x 3.244 mm, OD 19.05 x 2.108 mm)** با طول **12 متر** را به همراه **برگه آنالیز آزمایشگاهی معتبر** عرضه نماید. ما با حذف واسطهها، بهترین قیمت را تضمین کرده و با ارائه مشاوره فنی تخصصی، به شما در انتخاب دقیقترین محصول برای پروژه یاری میرسانیم. ارسال سریع به سراسر کشور و پشتیبانی کامل از پروژههای صنعتی، تعهد ما به شماست. **جهت استعلام قیمت بهروز، دریافت مشخصات فنی کامل و ثبت سفارش لولههای آتشخوار ST35.8 / A192، همین امروز با کارشناسان فروش شرکت جهان تجهیز ابدال تماس بگیرید.** -
فروش ورق آلومینیوم
**ورق آلومینیوم با آلیاژ 6061 T6 و 7075** با ابعاد 3 × 1.5 و 2.5 × 1.25 موجودی ضخامت : از ضخامت 3 الی 70 *فروش به صورت پالتی و عمده** **ورق آلومینیوم 6061** به چند دلیل یکی از محبوب ترین آلیاژهای آلومینیوم می باشد. این ورق همه کاره با نسبت استحکام به وزن بالا، جوش پذیری عالی و مقاومت در برابر خوردگی برای فرآیندهای مختلف تولید بسیار کاربردی است. اگر به دنبال ورقی هستید که بتواند در محیطهای سخت مقاومت کند و عملکرد طولانیمدت ارائه دهد، ورق آلومینیوم 6061 بسیار مناسب است. **ویژگی های ورق آلومینیومی 6061:** ترکیب شیمیایی: شامل آلومینیوم، منیزیم، سیلیکون، و مقدار کمی مس و کروم. ویژگیهای مکانیکی: دارای مقاومت کششی و استحکام بالا، انعطافپذیری مناسب، و مقاومت به خوردگی خوب. قابلیت جوشکاری: به خوبی جوشکاری میشود. فرآیندپذیری: بسیار خوب است و میتوان آن را به راحتی ماشینکاری کرد. کاربردها: استفاده در صنایع هوافضا، خودرو، ساختارهای ساختمانی، و کاربردهای دریایی. * ✴ جهت موجودی و استعلام قیمت تماس بگیرید ✴
آهن آلات و صنایع فلزی تهران -

خدمات خم و پانچcnc کلیه لوله های فولادی -استیل-الومینیوم و مسی
خدمات خم و پانچcnc کلیه لوله های فولادی -استیل-الومینیوم و مسی با قطرها و ضخامت های مختلف و زاویه خم تا 180 درجه .موارد مصرف در صنایع . خودروسازان. موتورسیکلت سازان. مبلمان اداری و شهری . دستگاهای بدن سازی. تبلیغات شهری. سازه های فضایی. ساختمانی وکلیه صنایع وسازندگان. و کلیه مقاطع پروفیل .نبشی تسمه. جهت سازه های مورد نظر . اشکال منحنی ودایره ودیگر اشکال دلخواه در انواع قطر و زوایای مورد نظر. زمینه های خم انواع لوله و پروفیل و قالبهای مربوطه
آهن آلات و صنایع فلزی البرز -

اتصالات فولادی فشارقوی
✅️ اتصالات فشارقوی ✅️ به دو صورت دنده ای و ساکت ولد تولید میشوند ????️اتصالات فشار قوی دنده ای جهت اتصال لوله های فلزی و شیرآلات به یکدیگر به کار برده می شود و اتصال آنها به صورت رزوه ای می باشد. اتصالات فشار قوی دنده ای به دلیل ضخامت زیاد قابلیت تحمل فشارهای بالا را دارند. ????️اتصالات فشار قوی ساکت ولد اتصالاتی فلزی و از خانواده اتصالات فشار قوی هستند که یک فضای تورفتگی داشته و جهت اتصال ، لوله وارد فضای تو رفتگی آن شده و سپس با جوشکاری دور تا دور آن کاملا آب بند و مستحکم می شود و مشابه اتصالات دنده ای فشار قوی برای فشارهای بالا مورد استفاده قرار می گیرد. ● برای لوله های رده 80 و XS از اتصالات کلاس 2000 استفاده می شود. ●برای لوله های رده 160 از اتصالات کلاس 3000 استفاده می شود. ●برای لوله های رده XXS از اتصالات کلاس 6000 استفاده می شود.
آهن آلات و صنایع فلزی تهران


